Что касается кристалла, то его ориентация должна быть определена до резки, и должна быть определена режущая поверхность. При резке сначала следует зафиксировать пильный диск, а также зафиксировать разрезаемый материал. Кроме того, повреждение поверхности кристалла, вызванное теплом резки, может быть уменьшено, а режущая жидкость также может смывать кристаллический шлак в зоне резки.
Нарезанные вафли должны быть измельчены в следующем процессе. Во-первых, используйте толщиномер, чтобы измерить толщину пластин и сгруппировать их, а также наклеить пластины одинаковой толщины на несущем блоке симметрично. Перед склеиванием на периферии пластины делают фаску. Температура несущего блока не может быть слишком высокой при наклеивании, пока фиксирующий воск расплавлен, пластину лучше всего размещать на самом внешнем кольце несущего блока, наклейка должна быть симметричной, а воздух под стружка должна быть слита (железными блоками для уплотнения). Предотвратите образование невращающихся грузовых блоков и мусора, вызванного образованием пузырей. Толщина пластины, приклеенной к несущему блоку, затем измеряется толщиномером и делается первоначальная запись.
Перед использованием шлифовально-полировального станка оборудование следует очистить. В то же время, чтобы обеспечить плоскостность шлифовального диска, шлифовальный диск перед использованием следует отшлифовать. При шлифовании диска правящее кольцо и шлифовальный диск должны самошлифоваться. Используется один и тот же абразив, а время на ремонт каждого диска составляет около 10 минут. Только так можно не повредить поверхность вафли при шлифовке и добиться идеального эффекта шлифования.
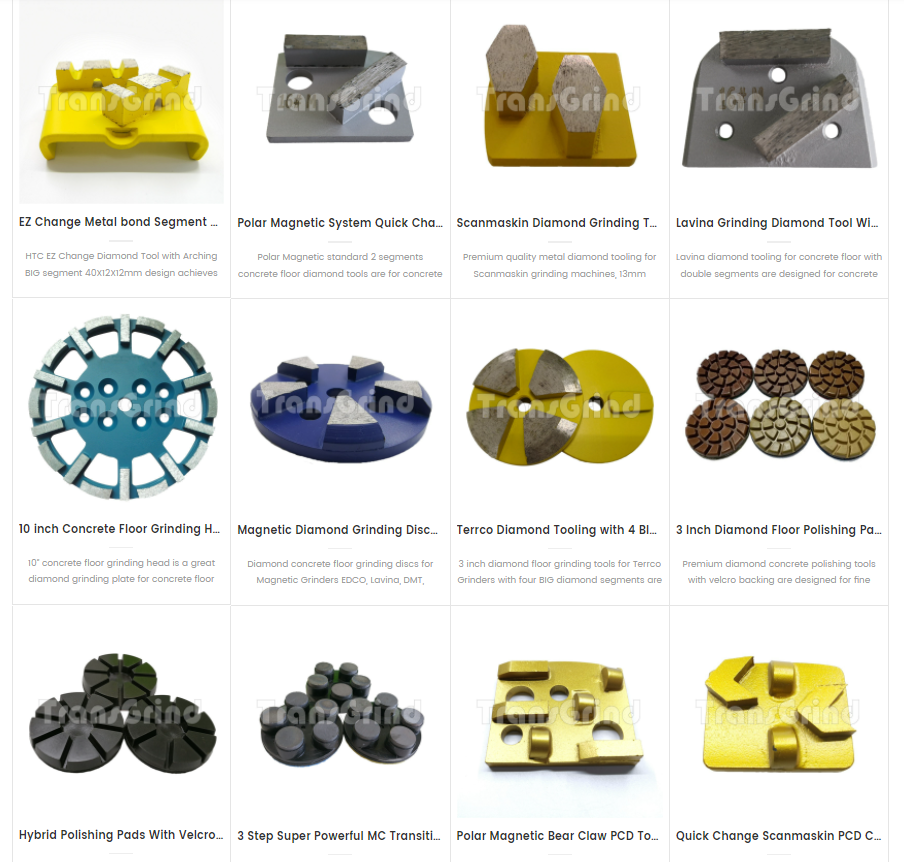
Для достижения идеального эффекта шлифования также важны шлифовальные инструменты. TransGrind поставляет различные виды алмазных инструментов для шлифовки и полировки бетона и камня. Мы поставляем множество различных видов алмазных инструментов для многих клиентов, таких как инструменты Scanmaskin, инструменты Lavina, инструменты Klindex, инструменты Husqvarna, инструменты HTC и т. д . Добро пожаловать на консультацию по нашим продуктам, нажав на фотографии, чтобы попасть на наш официальный веб-сайт, если вы заинтересованы .
Перед полировкой проверьте, чистая ли ткань для полировки, липкая и плоская ли она. Он должен быть чистым и ровным. При полировке расход полировальной жидкости не должен быть маленьким. Полировочная жидкость должна быть полностью пропитана тканью для полировки. Как правило, время полировки должно быть более одного часа. Скорость коррозии превышает скорость механического трения, в результате чего на поверхности пластины образуются небольшие ямки.
Очистка оборудования очень важна. Чистота очистки напрямую влияет на качество шлифовки и полировки пластин. После каждой шлифовки или полировки тщательно очищайте оборудование внутри и снаружи. Когда опорное колесо на несущем блоке вращается, абразив может легко попасть в колесо, поэтому перед каждым использованием обязательно используйте щетку для очистки остаточного абразива в зазоре опорного колеса, чтобы опорное колесо могло вращаться. свободно. Обеспечить плоскостность шлифовки и полировки пластин.
При промывке оборудования поток воды не может быть слишком большим, чтобы избежать попадания воды внутрь корпуса и вызвать короткое замыкание проводов.
Если ваше оборудование не будет использоваться в течение длительного времени, очистите его и сотрите пятна воды, а также смажьте чугунную сковороду маслом, чтобы избежать ржавчины.

 IPv6 сеть поддерживается
IPv6 сеть поддерживается English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 Polski
Polski 中文
中文